![]()
Discrete diffusive hardening |
|
for overloaded parts and assemblies (Industrial implementation of new technology)
|
|
 |
 |
| The aims of suggested project are:
The ways to realise these aims are:
These ways have been ensured by:
Further plans:
Actual areas of this technology application::
The expected effectiveness of investment is no less than 200 %. It is ensured by a great hardening effect and comparably economical type of hardening.. The plans of future application of this type of hardening:
|
![]()
|
Industrial implementation of the technology |
diffusion hardening loaded parts of assemblies and mechanisms (feasibility study)
|
|
State of the art The workability of mechanical assemblies and mechanisms is commonly known to be determined by the limiting wear of parts working under friction. The relative size of wear against the mass loss of parts to their initial mass is very little, but the wear degree causes the fall into disuse of the mechanism either of machine as the whole. This determines the sum of economy connected with the hardening of friction surfaces. Wear-proof hardening can be achieved in two ways: through the improvement of mechanical properties of material of the part as the whole or through hardening of loaded and wearing out surfaces. The first way, with all its advantages (longer life in operation), has sufficient defects; most important of them are the following:
Because of this, it is currently thought most promising to harden locally some wear-loaded surfaces. This is the way to create optimal conditions in the area of touch of rubbing parts and to remain the required characteristics of the rest surfaces of parts. The difficulty of this task is in different conditions of friction. It depends on many parameters, in particular, on pressure onto the surface, presence of impact loading, temperature regime in which the part works, presence of lubricant, and compatibility of materials of rubbing surfaces. Dependently on these characteristics, today exists quite broad scope of hardening techniques, which can be divided into two classes:
The first trend includes the technologies of electrolytic, galvanic, plasma plating of the surfaces of parts. By the type of plating-surface bond, they are adhesional. Usually their thickness is from several micrometers to parts of millimetre. They well perform under not too strong friction free of impact load and in absence of local intensive heating. If impact load and/or temperature difference, these platings crack, peel and sliver, becoming an additional abrasive at the contact of frictional surface and intensifying the wear. Typical areas of application for this kind of hardening are: - cutting tool for different purposes (drills, taps, milling cutters); - metal-work tool (saw blades, files); - moulding tool (dies, tool and equipment for deep cool drawing; - production of plastic and rubber goods (shafts and gear wheels, parts of textile machinery; - �engine parts (cylinders, compression rings); - oil industry (drill bits, cylinders of bull pumps, plungers of pressure pumps and so on); - circular and band saws for woodworking industry; - medical tool (dental surgery tool, milling cutters for operations on cranium, tool for microsurgery and ophthalmology); - goods of everyday use (knives for mincing-machines, blades, needles). [ http://www.icsti.ru/rbd/rus/tech/cat6.html ] In Fig. 1 we show some examples of tools and parts hardened by electrochemical (a) and plasma (b) techniques:
|
Fig. 1 a) http://www.icsti.ru/rbd/rus/tech/cat6.html b) http://keith@carolinacoating.com/what_is.htm
|
|
Dependently on conditions under which the adhesionally hardened parts or tool work, the degree of hardening can vary from 1,5 to 3 and even to 5 times. It makes a considerable economy, especially for non-regrindable tool and non-repairable parts of mechanisms. At the same time, inability of these types of plating to work under high mechanical, impact and thermal load much narrows the applicability area of these techniques. Furthermore, this technology needs the stationary equipment, which allows hardening only at factories. In particular, electrochemical plating needs special plating baths unhealthy for people and environment; ion-plasma techniques need vacuum either special chambers adjusted for hardening in inert media. For example, in Fig. 2 we show the chamber for adhesional thermal spray coatings, company CTS, Cincinnati, USA.
|
Fig. 2 http://www.cincinnatithermalspray.com/ctsinfo.htm
|
|
Due to these properties of adhesional hardening, to harden the surfaces of parts of machines and mechanisms working under friction and/or high temperature difference, technologies of diffusive hardening are applied. To these technologies relate laser hardening, saturation of surface by carbon (cementation), nitrogen (nitriding), carbon and nitrogen together (cyanidation) or different metals like chrome, aluminium, wolfram and so on, as well as techniques of gas-plasma and electro-spark hardening. Among the listed techniques, laser hardening, with all its high technology, high speed and ecological safety, gives not so great effect, as it does not change the chemical structure of surface, only locally hardens and slightly refines its morphological structure. In its turn, saturation of surface by diffusive techniques requires much time (about 10-20 hours), considerable heating (800-1200 ��), special furnaces either baths. It is energy- and labour-expensive, unhealthy for people and environment; it can be done only in separate, special shops. �For nitriding are typical dead hardness and not deep diffusive layer, as opposite to cementation where relatively not long process provides deeper diffusive layer with well less hardness. An advantage of nitrided layer is its higher wear-safety, but nitriding costs more, as the process requires longer time, and costly alloyed steels are applied for it� [Gulyaev, A.P. Metallurgy, p. 219-220]. In its turn, �an essential disadvantage of cyanidation is that cyanides are poisons. So cyanidation is made in specially separated shops� [ibidem, p. 222]. With diffusive implantation of metals into the surface, �diffusion of chrome, aluminium and other metals goes much slower than that of carbon and nitrogen, because with iron carbon and nitrogen form solvents of implantation, while metals form solvents of replacement. At the same temperature and time conditions it gives diffusive layers with metalling, dozens and hundreds times thinner than with cementation. So slow speed of diffusion prevents diffusive metalling from broad industrial distribution, as the process is costly and requires high temperatures (1000-1200 ��)� [ibidem, p. 223]. Besides, with these methods of diffusive saturation of surface
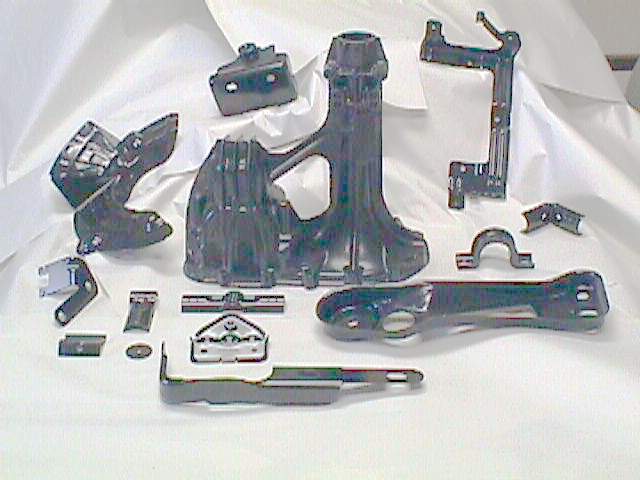
None the less, in absence of real alternative, described techniques are broadly applied to harden the surfaces of friction of crankshafts and many other overloaded parts and assemblies. The technology developed in Moscow Bauman Higher Engineering University gave some progress to diffusive techniques. After this technology, �the coating process is based on combination of premature mechanical treatment (deforming cutting and formation of narrow deep channels 5-100 micrometers wide) with the following traditional chemically-thermal treatment (nitriding, nitrocementation, boriding and others). This gives a compositional structure with vertical arrangement of hardened layers (see Fig. 3). The channels are either covered by diffusive saturation or filled by solid or liquid lubricants� [ http://mt2.bmstu.ru/defrez.php ]. However, this technology, though gives some harder surface, essentially worsens its quality, makes additional nodes of strength in the surface layer, requires the mechanical treatment of surface in addition to hardening process, and the main, it does not solve the main problems inherent in diffusive techniques as such.
|
Fig. 3 http://mt2.bmstu.ru/defrez.php
|
|
Sometimes to diffusive techniques are attributed the technologies of gas-plasma coating. Such technologies are developed, in particular, by joined company �Metolith� (Minsk, Belarus) and by Flame Spray coating Co. Inc. General appearance of this process is seen in Fig. 4.
|
a b Fig. 4 a) http://www.metolit.by/otnp/technol/tgnp/tgnp.shtml b) http://www.flamesprayedcoating.com/generalcoating.html
|
|
The main disadvantages of this technology are:
At the same time these technologies allow to select the frictional pairs in broad limits and to achieve the utmost wear-proof contacting surfaces, as well as to select for coating the areas of part that need protection. Such disadvantages brake the broad application of these techniques in the industry.. Above the listed techniques, to diffusive coatings relates also the technology of electro-spark treatment of the surface. In this technology, between the electrode and surface under hardening treatment, there are created multiple weak spark discharges. In Fig. 5 we can see the electro-spark process in the company Swain Technology, Inc. (New York). This technology, the same as gas-plasma technology, allows to select in a broad range the characteristics of frictional pairs, but the depth of hardened layer is less than 0,1 mm and wear-safety of the frictional surface falls fast with the wear-out, which disables achieving a good effect.
|
Fig. 5 http://swaintech.com/index.html
|
|
As we can conclude from this survey, the basic problem in achieving a better wear-safety is the necessity to satisfy at the same time few basic conditions:
No one of the considered technologies satisfies the whole set of these requirements. New technology We are pleased to suggest the new technology that fully satisfies all above listed requirements. This is the technology of discrete diffusive hardening for overloaded parts and assemblies of mechanisms and machines. The alloying material with selected properties is implanted into the surface of the part. With it, between the base and implanted material there forms a diffusive boundary layer, as is shown in Fig. 6.
|
Fig. 6
|
|
It is important that simultaneously with the implantation, there occurs a rivet of the basic material and implanted material with effective local hardening, which deadly hardens the surface and provides a safe little-grain structure of the hardened layer. This is an important factor. Even if we implant the same material as the base is, the hardening effect achieves 1,3-1,5 times - just the value that is conventionally good for some other types of hardening. And implantation of specially selected alloys increases the effect to 4-5 times. The second important factor is that we treat only those surfaces which need it. The structure, physical and chemical properties of the rest of part, both base and surface, remain unaffected, the temperature of the part during the treatment grows insufficiently (no more than by 20-30 degrees) and can be regulated without worsening of operational characteristics of the base and layer. Discreteness of alloy implantation can be effectively regulated and, as practice showed, is optimal with the density of �rivets� about 70-80 % of the treated surface. A typical appearance of the surface after treatment is shown in Fig. 7.
|
Fig. 7
|
|
This technology is applicable both for inner and outer surfaces, irrespectively of size and shape of part. To provide a high quality of treated surface, it can be finished by grinding, which will not worsen the wear-safe characteristics. But the immediate quality of the surface often needs not grinding. This type of hardening will allow putting into design the cheaper brands of basic materials.. One more advantage is, this technology needs no special baths, furnaces, chambers. The worker can bring this portable machine to the part fixed on a usual turning or milling machine-tool, dependently on the type of part and surface under treatment, and treat it immediately in the repair shop. When the next capital repair, this implantation can be made again, and this is important for repair process. The suggested technology is fully ecologically safe. The rate of treatment is quite high. For example, the hardening of crankshafts and connecting-rod shafts for the crankshaft of KAMAZ lorry takes 30-40 minutes in sum with the technological time and about 1,5-2 kWt per hour, dependently on the chosen regime of hardening. This technology can be easily automated, which will reduce the technological time and time in operation. This last will be possible due to simultaneous treatment of several surfaces of the part. The range of applicability of this technology includes different types of crankshafts, from car to ship diesels, diesels of gas-pumping stations, diesel-generators etc. In the Supplement 1 you can read the industrial report of technology implementation to harden crankshafts at Kharkov lorry-repair factory, where this technology was industrially tested on the crankshafts for KAMAZes, which were prepared to work under hard conditions in Iraq desert, and crankshafts for logs transporting KAMAZes, where repaired crankshafts still could not be applied because of work conditions extremely hard for diesels. It is possible to harden in this way the inner surfaces of cylinder sleeves. It is important that this technology is applicable to harden the parts in the second and next capital repairs, when it is impossible to repeat cementation, while the strength characteristics of the part have been much worsened by the worn-out zone of friction. Furthermore, at the metallurgical mill Krivorozhsteel, this technology was applied to harden the overloaded rolls of the first stands of rolling mill. The comparative preliminary testing showed this type of hardening much more effective in comparison with those currently applied. For the Supplement 2 we have scanned the report of comparative test of rolls hardened after this new technology. An important area of application is to harden iron millstones whose too fast wear-out strongly impedes the productivity, and the effect of all known hardening technologies is sadly small, as it is very difficult to coat iron. Our technology is able to effectively harden iron, alloyed in that number. The list of applications can be considerably broaden, if we include the promising areas, beginning with fast-wearing-out railway points and up to hardening the inner surface of the cannon orifices. The area of application can be broaden, as the technology will be implemented in the related industries. Concerning the prototype of suggested technology. It was first discovered about 30 years ago at Kiev Polytechnic University, but did not find its application because of deep cavities produced during the implantation, abundant ejection of implanted material, considerable worsening of the surface quality and intensive carbon deposit oxidising the alloy additions, which much worsened the quality of hardened layer. To restore the quality of surface, the treated part needed grinding that peeled about a half of implanted layer. These disadvantages impeded the industrial installation. None the less, even with these disadvantages, the prototype has provided two-fold hardening. Invited by a private research and manufacturing company Tavi, we basically re-built this technology, beginning with the level of physics of hardening processes, and on this new basis we designed, created and tested a new experimental machine jointly with the company Tavi. The improved version of machine excluded the carbon-deposit, metal ejection and the cause of cavities. As the test showed, to achieve 10-12 class of surface quality, it is sufficient now to make a finishing grinding to a depth about 0,1 mm and in many cases, as for example in case of hardening the rolls of rolling mills, the surface quality was good enough for rolling product without grinding, even when hardening the rolls of finishing stands. While the currently used technology taken as an analogue could not provide the surface quality even to the requirements to the first stands of rolls. Now we have designed and created the next-generation machine in which we removed some basic disadvantages of previous construction, we made this new machine trice lighter and achieved much higher operational characteristics. The drawings of machine and the technology of implantation are patentable. |